
 在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区



摘要:本文主要对重碱工艺控制系统改造项目进行了总结,分别对项目改造前现状、技术改造内容、改造后效益及项目推广意义进行了阐述。本项目利用集中分散控制(DCS)系统取代了重碱车间以往的手动调节的单元组合控制仪表,对提高产品产量和质量、提高生产自动化及生产信息管理水平都具有重要意义。
关键词:DCS(Distributed Control System) 工艺优化 过程控制 自动调节 系统配置
一、 前言:
连云港碱厂是八十年代中期我国新建的三大碱厂之一控制工程网版权所有,目前纯碱生产能力已达100万吨/年,采用氨碱法生产工艺,是以食盐、石灰石为主要原料,以氨母液为载体制取纯碱,在这种生产工艺中重碱车间的主要
二、 改造前现状及存在问题
由于建厂时投资与技术装备水平的限制,重碱生产过程采用单元组合仪表的方式,可靠性较差,工况不易稳定。同时自89年投产以来www.cechina.cn,重碱主控室已使用十多年,仪表控制设备陈旧,维护量与日俱增,对正常生产带来较大隐患。为解决现存问题,提高生产过程自动化水平,在吸取国内同行业在此方面的成熟经验基础上,引进和采用了计算机控制系统www.cechina.cn,以提高重碱生产过程的自动控制水平。
三、 DCS选型及系统规模
根据连云港碱厂重碱车间工艺、设备等特点,经多方调研、比较,我厂最终选用了国内占有率居前、性价比较高,技术先进、性能可靠的浙大中控生产JX-300X DCS系统。
1.系统规模及配置
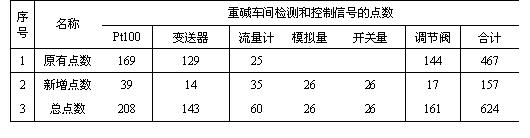
重碱车间总的输入/输出信号624点,调节阀161套。具体如表1所示。
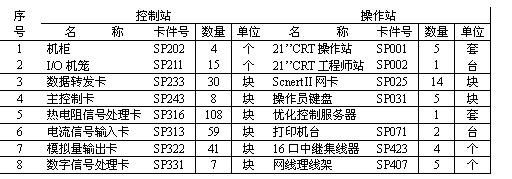
根据车间管理要求控制工程网版权所有,结合DCS产品特点,配置了操作站5个、控制站4个、工程师站1个、服务器1台、电流变送器柜1个。配置图见图1所示。DCS主要设备如表2所示。
2.硬件配置
3.图:
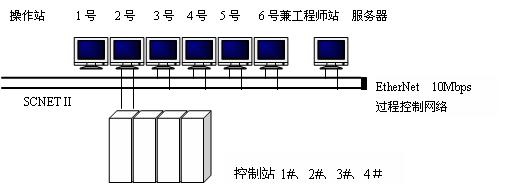
1. 图1 重碱车间DCS配置图
四、 主要控制方案设计与实施
重碱车间包括碳化、吸收、蒸馏、滤过四道工序,采用氨碱法制碱工艺,主要工艺设备有碳化塔组、吸收塔组、蒸馏塔组、净氨塔、滤碱机、换热器等。
本次改造的基本思想是,针对重碱车间的工艺与设备特点,充分利用DCS的高级控制功能,实现生产过程基础自动化与部分工艺指标控制优化,使项目设施产生最大的技术经济效益。在系统配置上,具有网络互联功能,能与其它DCS系统及数据管理系统相联,通过网络服务器,实现数据的共享,为今后全厂的综合自动化打下基础。
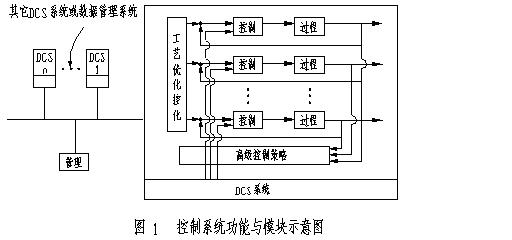
控制系统的结构与功能模块如图1所示:
1.碳化工序
碳化工序是碱厂的关键工序,也是制碱行业过程控制的重点与难点,其工艺任务是用氨盐水吸收CO2生成结晶。吸收、反应与结晶均在碳化塔完成,母液经过滤分离重碱后送往蒸馏工序蒸氨
 2025 Raythink燧石红外热像仪有奖试用
2025 Raythink燧石红外热像仪有奖试用 魏德米勒麒麟系列产品赋能本土工业
魏德米勒麒麟系列产品赋能本土工业 Fluke 283 FC 智能万用表震撼来袭
Fluke 283 FC 智能万用表震撼来袭 SugonRI2.0工业编程平台免费有奖试用
SugonRI2.0工业编程平台免费有奖试用 IDEC HR8S系列新一代安全继电器有奖试用活动
IDEC HR8S系列新一代安全继电器有奖试用活动































