在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区

针对此种情况,我们使用深圳众为兴数控技术有限公司的基于运动控制卡的触摸屏控制器ADT-TP104来设计控制系统。在此控制器中有一个16MB~256MB容量可选的DOM电子硬盘,可以一次性存储100个或更多的工件加工文档,所有加工文档的生成通过导入CAD图形形成表格式数据或直接进行表格式示教编程来实现,示教式编程方法简单直观快速可靠,既可以通过触摸屏或键盘手动输入数据亦可以通过单独移动各个轴来实现教导式数据输入,并且能够实现图形的动态更新功能,随时跟踪用户输入的数据,同时可以设定加工组数、拐角、以及起点终点参数以实现点胶动作的完全自动化,任何人员经过简单的培训后即可自己编程实现各种工件的自动加工。
1 控制系统
1.1 系统组成
1)TP104控制器,内带P5级工控主板www.cechina.cn,以及10.4寸触摸屏;
2)ADT-834控制卡,负责对各种动作的控制操作CONTROL ENGINEERING China版权所有,包括马达驱动控制,点胶开关控制以及各种状态检测控制等操作;
3)伺服驱动器及电机,负责带动胶枪进行动作执行。
系统结构图如下:
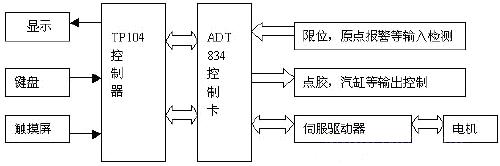
图1
1.2 系统工作原理
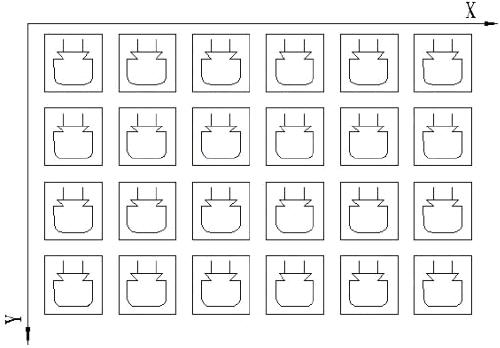
图2
1)工程概述
以上是实际的加工的工件阵列,在此仅针对点线加工进行说明,对于点点操作相对简单一些,在此就不再说明了,系统可以通过参数设定来选择是点点还是点线操作。系统可以自由设定加工的行列数(X方向或Y方向),以实现教导编辑一组工件,进行多组加工的目的。
a)系统上电回机械原点,确定机床的初始工作位置。
b)安装需加工的工件,选择加工的文档,进入原点设定界面,设定系统的工作原点(加工数据的坐标位置均是参考此原点的位置)
c)进入教导界面进行工件的轨迹教导编程或直接导入CAD图形,系统会自动把CAD图形转换为我们标准的表格式数据以便于用户再对其进行灵活的编辑操作。
d)数据教导编辑完成后,可以进行单步校准操作以检测教导位置的准确性,同时系统亦可以进行模拟运行操作。
e)根据您的模具尺寸进行X,Y偏移位置设定,以实现在加工时系统自动进行阵列加工。
f)选择加工界面,按“启动”即可开始加工,加工过程中可以随时选择暂停加工,以及停止加工操作,便于您对加工过程进行控制操作。
2)开发要点
如图2所示的为实际的点胶轨迹形状,其形状可能为任意形式,并且可能是多组工件阵列加工,对同一组工件亦有可能某些位置为连续涂胶,而某些位置仅仅起一过渡作用(此段之间不进行点胶动作,此时胶枪要先抬高再移动),其目的是移动到下一位置重新开始点胶工作,同时系统对每一拐角位置又有比较高的要求(现在的大多数系统均是通过人为的在拐角位置加入一行程序来避免加工时圆弧的出现),另外因为此类机器对加工精度要求比较高,所以如何满足高精度以及处理过渡线段和拐角的加工要求,就成为了此系统开发的难点以及重点。
在精度方面我们采用了寻找原点位置时,先寻找接近开关或光电开关等的原点位置,之后再寻找电机零点的位置CONTROL ENGINEERING China版权所有,以使机械原点的位置精度达到0.001mm的精度,同时系统采取了间隙补偿方式来对丝杠的正反转误差进行补偿,使得加工精度得到了满足。
在处理过渡线段方面我们采用了分组加工的方式来进行,即每一个连续的线段为一组,在每一组之间的线段不进行加工,如此以来不仅解决了过渡线段的处理www.cechina.cn,也为我们来选择分组加工提供了可能CONTROL ENGINEERING China版权所有,即我们可以选择某几个组进行加工其他组可以不参与加工,同时在每一组加工的起点以及终点位置均可进行不同的起点以及终点参数的设定,从而使得特殊的起点以及终点的加工成为可能。
在处理拐角的问题上,我们采用
 2025 (第十四届) 全球自动化和制造主题峰会 ·深圳站
2025 (第十四届) 全球自动化和制造主题峰会 ·深圳站 2025 Raythink燧石红外热像仪有奖试用
2025 Raythink燧石红外热像仪有奖试用.jpg) 立即获取Fluke在线红外热像仪解决方案白皮书
立即获取Fluke在线红外热像仪解决方案白皮书 2025电子及半导体智能制造创新高峰论坛
2025电子及半导体智能制造创新高峰论坛.jpg) 电机与变频驱动故障排除白皮书免费下载
电机与变频驱动故障排除白皮书免费下载