
 在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区



1 引言
随着计算机工业控制技术的发展,电解生产过程自动化经历了由Z80单片机到PLC可编程集中控制及计算机自适应模糊控制的过程,但在自动配料及计量
电解铝出铝过程经过了由生产车间下派任务单,即当日出铝槽号及出铝量CONTROL ENGINEERING China版权所有,由出铝天车工按任务单顺序人工出铝
www.cechina.cn
,经计量统计产量的过程。这个过程各分部均由人工操作,占用人力较多,过程繁琐CONTROL ENGINEERING China版权所有
,且工作环境恶劣,对人员危害较大,效率低下。采用微机自动过程控制的方法,可以达到通过人工输入任务单,自动控制天车顺序进行出铝、计量项目设计主要采用单片机组成原理及接口技术,利用汇编等语言编制各应用程序,达到过程的实时控制。
2 系统的设计思想及工作原理
在电解槽出铝过程中,出铝天车是按一定规律行时而顺序出铝。即按任务单任务顺序出铝
www.cechina.cn
,实现出铝过程的自动化。其主要原理:天车定位后,系统加电,完成各芯片初始化,人工顺序输入出铝槽号及出铝量(设置EPROM数据存贮区,即BIAO 00文本为CH-BZ数据表及天车大车行进时序表TIM1),启动系统程序,依据数据表顺序按槽号出铝。
一般电解槽以单双号形式双排顺序相对排列,即北向为单号槽,假设为1#-11#,南向为双号槽,假设为2-12#。其出铝规律为某日出单号槽铝,隔日出双号槽铝(除停槽外),如图1所示:
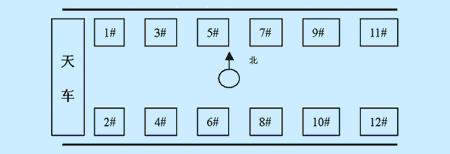
图1 天车槽位示意图
根据实测,得出大车行进至1#(或2#)——11#(或12#)槽时间分别为:
1#(2#)槽为16s
3#(4#)槽为22s
5#(6#)槽为28s
7#(8#)槽为34s
9#(10#)槽为40s
11#(12#)槽为46s
返回相同。
小车每次北向或南向行进均为4s定位。
上下卷扬为6s。
这样,出铝的基本过程控制为:
系统对8253、8279分别作初始化。
从数据表取槽号及标重www.cechina.cn,以槽号加偏移值从TIM1表取相应大车行进时间附与8253 T0定时器,控制大车前行定位,以8253 T1定时器控制小车行进,如果单号槽北向行进,如果双号槽南向行进4s后停,以T2定时器控制卷扬下降6s停,启动出铝电磁阀及计量系统开始传数,系统由8031串口采入出铝量值与标重比较至标重后停电磁阀以T26s定时器控制卷扬上升6s停,T24s定时器控制小车反向4s停。T0定时器控制大车回行定位CONTROL ENGINEERING China版权所有,T14s定时器控制小车北行4s停,T2定时器控制卷扬下降6s停。进行灌包操作控制工程网版权所有,采集电子秤串口数据至减标重为零,软件定时器延迟2s后,卷扬上升6s小车反行4s归初始位,结束一次出铝。
3 系统硬件构成
由MCS—51系列8031单片机、
片外存贮器EPROM2864、8253可编程定时计数器、8279键盘和显示接口芯片组成。
4 应用软件设计
4.1 存储器地址分配
片外 EPROM 地址空间 0000H-1FFFH EA="0"
片内 RAM 00H-FFH 00H-7FH 可重叠使用
R0-R0 &nb
 2025 Raythink燧石红外热像仪有奖试用
2025 Raythink燧石红外热像仪有奖试用 魏德米勒麒麟系列产品赋能本土工业
魏德米勒麒麟系列产品赋能本土工业 Fluke 283 FC 智能万用表震撼来袭
Fluke 283 FC 智能万用表震撼来袭 SugonRI2.0工业编程平台免费有奖试用
SugonRI2.0工业编程平台免费有奖试用 IDEC HR8S系列新一代安全继电器有奖试用活动
IDEC HR8S系列新一代安全继电器有奖试用活动
































