
 在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区


食品工厂的经理,还必须满足消费者对口味和质地的期望。比如www.cechina.cn,某些产品的pH值非常关键,因为它会影响到口味以及食品的安全。当向果酱、饮料和其它产品中加入柠檬酸用于酸化的时候,必须非常小心的控制pH值。
除了那些显而易见的食品安全和产品质量方面的挑战之外,工厂经理还需注意以下运营方面的事项和目标:
■ 降低产品损耗;
■ 原材料的变化;
■ 节约资源,如能源和水;
■ 减少有经验的运行和维护人员的流失;
■ 降低运行和维护费用;
■ 为内部和外部审计准备和管理文档。
目前, 食品工厂一般在实验室(图1)对人工采集的样品进行分析,确保生产过程中各个点的产品质量。实验室技术人员定期进行人工采样,然后马上回到实验室,进行快速分析,并将分析结果传送至控制室。运行和维护人员根据结果进行必要的调整和矫正措施,改善对过程的控制,或者在必要时进行维修。
依赖实验室分析的挑战在于其非实时性、耗时和费力,而且存在人为错误的可能性。假如采集样本和分析需要30分钟,那么结果代表的是30分钟以前、而不是现在的生产过程。这可能会导致整个批次的产品不合格。如果改成在线测量,一旦发生任何偏离,马上就可以被检测到,并立即采取校正措施,从而可以挽救整个批次的产品。
现在有很多的在线分析仪表,可用于在线的质量控制。这些在线仪表,作为实验室测量、分析的补充或替代产品,能够加速测量,快速采取校正措施,实现质量控制系统的自动化。
在线分析仪
在食品工业中www.cechina.cn,并不是每一种测量都有相应的在线分析仪可用;但是在实验室中比较常见的测量,大都有相应的在线分析仪表。
使用在线分析仪,有助于管理很多事项。比如www.cechina.cn,在对罐头食品的流体容器消毒的时候,必须严格控制消毒剂的剂量www.cechina.cn,以确保食品的安全。因为过量的剂量,有可能导致腐蚀和化学材料的浪费,而过小的剂量又可能降低食品安全。
以前,工厂监控消毒剂的方法是:每个小时进行两次采样,并将采样样品拿到实验室进行分析。安装了在线分析仪以后,就可以用其检测自由氯、pH值和消毒剂的导电性。通过减少消毒剂的过量使用,实时检测系统每年可以减少13,000美元的消毒剂费用。该测量系统,使自动化系统能够基于实时测量值添加补充水,从而可以减少热能和水的使用,减少废水的产生。由于在线分析仪的使用,不需要每个小时,两次派实验室工人到现场采集样本。最重要的是收回投资成本只需要7个月。
还有类似的一个例子,可以描述在线分析仪是如何降低成本的。奶酪厂每天要进行5次内部清洗活动。一桶30加仑的化学药品的费用约为1,771美元,而工厂每个月要使用三到四桶。
该工厂安装了光相位分离仪表,利用可见光和近红外波长的光线,来进行产品损耗检测、接口检测、悬浮颗粒物和浊度的测量。
通过检测乳清、水以及管线中内部清洗清洁剂的相位分离,运行人员就可以确定什么时候预清洗和内部清洗已经完成,而不再依赖实验室的测量以及时间安排。每个内部清洗周期可以减少15分钟,全厂内部清洗化学药品的使用量降低32%。单就化学药品一项,前三个月节省的费用就是5,300美元控制工程网版权所有,这还不算节省的能源和水。工厂还将设备每天的利用率提高了一个多小时。
在线仪表不是什么新鲜事物。在传统的过程控制领域,有很多种测量设备,已经使用很多年了。今天的在线仪表比以往具有更高的可靠性,并增添了很多新的特性和功能:
更高的可靠性:现实世界中,传统分析仪表领域的经验已经有点不适用了。试图将专门为实验室设计的设备应用到过程控制领域,其结果往往不太理想。直接冲洗、高温、强烈的清洁药品以及其它环境因素经常会导致设备故障和维护方面的梦魇。但是通过设计分析仪以及在工厂车间和现场使用的其它在线仪表,可以解决这方面的问题。
无缝集成:从传统意义上讲,仪表就是只有一个4-20mA的模拟量设备。现在, EtherNet/IP, Profibus, Foundation Fieldbus,和HART 等数字化输出的出现,使得信息整合到自动化和信息系统变得更容易,而且可以从单个设备获得多个参数。比如:科氏流量计通过两个电缆(或无线网)能提供质量流量、体积流量、累加流量值、密度、粘度以及温度测量和诊断信息。由于没有A/D转化,因此这些数字协议能够提高精度,减少使用4-20 mA 传输信息时所造成的精度损失。
简化的校准:通过扩展数字传感器技术,实验室现在可以负责质量相关测量仪表的校准工作。比如www.cechina.cn,过去为了校准pH传感器,工厂必须购买校准设备。现在,这些校准可以在实验室的受控环境下完成,经校准合格的仪表可以很容易地投入运行。E+H公司的Memosens以及其它类似的技术使pH值、溶解氧、导电性、浊度、氯含量和其它参数仪表的校准成为可能。
卫生设计:过去,在线质量监控仪表的一个设计限制因素是,缺少能够满足卫生设计要求以及耐热和耐受内部清洗化学制剂的仪表。现在,有很多仪表满足EHEDG或3-A卫生标准,也有很多仪表是专门为食品工业而设计的。一个例子就是pH值的测量,大多数人会想到使用玻璃传感器。但有一个大问题是玻璃传感器容易破碎控制工程网版权所有,这就会导致在最终产品中出现异物。现在,已经有了能够满足食品工业需求的非玻璃制品的pH值传感器。
科氏流量计可测量多个参数
单个科氏流量计能够同时测量多个参数,因此不需使用多个测量仪表。科氏流量计较高的质量流量和密度的测量精度(最高可达0.05%的质量流量和0.0005 g/cm3的密度),使其成为很多过程控制应用场合的理想测量工具。
但是经常被仪表和过程工程师忽视的是,科氏流量计用于质量控制的能力。比如www.cechina.cn,流量计的密度功能可用于白利糖度和柏拉图度测量,来确保使用成份的质量。粘度测量可选择在两次实验室测量中间进行,从而提供持续测量,降低不合格产品的数量。
某工厂在糊状物混合罐的连续旁路管线上安装了科氏流量计(图2)。糊状物由面粉、水和添加剂混合,达到合适的粘度后,由泵输送至工艺产品罐。材料节省和质量提高所带来的收益,在短短六个月内就可收回安装这些设备所花费的成本。
仪表诊断系统检测故障
在异常工况或参数波动时,诊断系统能够通知运行人员,从而可以改善测量。比如www.cechina.cn,管线中夹带的空气能给生产过程带来问题。由于过程中的空气会影响产品的质量,因此如果外部空气通过泄漏的密封系统、汽蚀泵、空的平衡槽进入到系统时,运行人员应该了解这些情况。
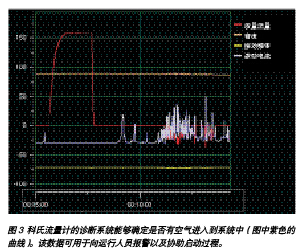
在有大量夹带空气的情况下,科氏流量计不能正常工作,所以它自带的诊断系统可以检测到这种情况。E+H公司的科氏流量计,其诊断数值如果显示管道的振动在正常的范围内,那就表明没有夹带空气。如果夹带的空气进入到管线中,诊断数值发生变化(图3),就会向运行人员发出警告。
当从空管线开始时,可以利用同样的功能来提高精度。在启动过程中,自动化系统利用诊断信息与下游控制阀门联合作用,可自动地增加背压,一旦检测到空气已经离开系统,就逐步地降低背压。
评估与分析
第一步就是评估所有的实验室测量,确定哪些测量可用在线系统替代或补充。目标是在将仪表应用于实时运行时,使实验室将精力集中在最终和最关键的食品安全和质量测量上。注意事项包括:
■ 手动采集样品需要花费多少时间?
■ 进行实验室分析需要花费多少时间?
■ 执行这些任务需要多少工人?
■ 手动采样检测出过程变化有多快?
■ 由于手动检测结果的滞后所造成的产品成本增加为多少?
先前讨论的流体容器的应用就是很好的例子,这些工厂由于没有了每小时两次的采样,节约了工人的时间;由于及时的在线分析,节约了消毒药剂的使用。
下一步就是分析哪些在线测量对特定的生产过程有作用。比如www.cechina.cn,在酿造、酿酒和果汁生产中,测量溶解氧的目的就是降低产品中的含氧量。测量番茄酱中的白利糖度,有助于控制在切割过程中糊剂的添加量。粘度的测量能够提高豆类、洋葱、肉类、禽肉类及其它产品质量的连续性。
由于对某些测量来讲,在线分析仪表的结果并不是十分可靠,所以在食品工厂中,在线过程分析仪并不能替代现代实验室的所有测量功能。但是,现代的在线过程分析仪表足够可靠,可以代替或补充很多传统上需要在实验室完成的测量。
从离线测量转移到在线测量,消除了人工采样和分析,降低了劳动力成本;通过自动测量过程增加了产品的连续性。在线测量的结果具有实时性,这样自动控制系统能够自动调整过程参数,持续优化产品质量,并提高产量。
 2026具身智能机器人电子制造应用研讨会
2026具身智能机器人电子制造应用研讨会.jpg) 福禄克六大“法宝”帮您搞定过程仪表校准难题
福禄克六大“法宝”帮您搞定过程仪表校准难题 中控时间序列大模型TPT免费有奖体验
中控时间序列大模型TPT免费有奖体验 爱德克SE2L进阶版安全激光扫描仪有奖预约演示
爱德克SE2L进阶版安全激光扫描仪有奖预约演示 剑维软件电子半导体行业白皮书有奖下载
剑维软件电子半导体行业白皮书有奖下载
































