在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区

1 控制架构
本系统选用台达微型PLC(28SV11T、32SN、16SP)、B系列触摸屏(B07S201)、伺服驱动器(ASD-B2-0721×2、ASD-B2-0421×2×2)。
从图1所示的系统架构中可以看到,PLC的COM1通过 RS232串口连接B系列触摸屏www.cechina.cn,与触摸屏通讯;PLC可4轴200k脉冲控制伺服定位运转。

图1 系统架构
2 工艺流程

图2所示为机器的大部分,从前往后分别是送板台、机械手1、浸板槽、凉板槽、烘干箱。
图2 线路板封胶机结构示意图
正常自动顺序为:工人把测试完毕的正常电路板放入送板台传送;板子送到位后检测到有板子;机械手1横移至第一浸板槽位,抓取伺服抓取电路板,放至第二浸板槽;检测到又有电路板送来依次把板放入第二浸板槽;继续放入第三槽;三块板浸泡时间到达设定时间;机械手1从第一浸板槽拿出板放入第一凉板槽;机械手1同样从相应2、3号浸板槽取板放入2、3凉板槽;机械手1继续从送板台取板依次放入浸板槽;凉板定时时间到并且烘板箱已运行;机械手2开始动作控制工程网版权所有,第二横移伺服跑至第一凉板槽,机械手2取板放入烘箱;依次拿走凉板槽板放入烘箱;浸板时间又到;继续凉板浸板烘板。循环连续此过程。
正常停止:按停止按钮后,工作完当前板后停止再取板。
暂停:工作停止在当前步续,必须点恢复才允许继续工作。
运板的空间运动主要靠机械手完成,机械手操作也是相当便利的控制工程网版权所有,手动调整示教位www.cechina.cn,在教导板上设定每步序的促发输入点和每步完毕输出信号,即可用PLC STL指令完成机械手的空间搬运动作。图3为机械手设定示教板。
图3 机械手设定示教板
图4、图5、图6为触摸屏的一些画面。调整示教位置和故障检查时,可以手动下进行调整核查。

图4 双机械手画面
图4 手动调整画面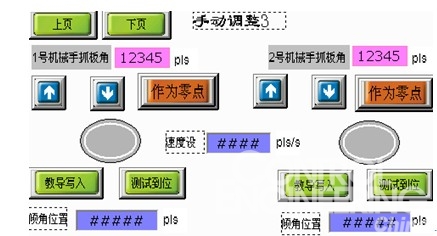
图5 手动调整画面
3 结语
本系统已在某汽车电子厂用于汽车控制板封胶,使用效果十分良好CONTROL ENGINEERING China版权所有,达到客户的控制要求,性价比更高。
 2025 (第十四届) 全球自动化和制造主题峰会 ·深圳站
2025 (第十四届) 全球自动化和制造主题峰会 ·深圳站 2025 Raythink燧石红外热像仪有奖试用
2025 Raythink燧石红外热像仪有奖试用.jpg) 立即获取Fluke在线红外热像仪解决方案白皮书
立即获取Fluke在线红外热像仪解决方案白皮书 2025电子及半导体智能制造创新高峰论坛
2025电子及半导体智能制造创新高峰论坛.jpg) 电机与变频驱动故障排除白皮书免费下载
电机与变频驱动故障排除白皮书免费下载