
 在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区


1.前言
铝型材经过挤压成型之后,一般都需要经过表面工艺处理之后,才能作为成品使用。经过阳极氧化电解着色表面处理工艺的铝型材,其表面将得到一层具有良好的耐磨性、耐晒性、耐热性、耐蚀性和色泽稳定持久的氧化膜,被广泛应用在建筑和室内外装饰行业上。
在铝型材阳极氧化电解着色表面处理工艺中,有一道电解着色处理工序,是在铝型材表面阳极氧化工序之后,电泳或封孔工序之前,对需要着色的铝型材进行的一道工序控制工程网版权所有,其原理是在槽体溶液中通过电化学作用使铝型材表面附着某些金属离子,从而显示出某一类的颜色来。不同的槽体溶液配置及工艺方法,铝型材电解着出的色彩效果也不一样,对所要求的着色电源提供的电流或电压的大小、波形及工作时间长短也不同。
其中有一种由日本发明的着色方法称为均匀化着色方法,可在较短的时间里得到效果好、颜色均匀的着色氧化膜。这种着色方法由于生产效率高,成品率高,已在日本广泛应用,目前在国内也正在逐步推广开来。
2.着色电源系统要求
配合均匀化着色方法的着色电源(简称均匀化着色电源)需按规定要求输出电流波形。均匀化着色电源的工作过程是:首先输出正向直流电流(称为P处理)一段时间
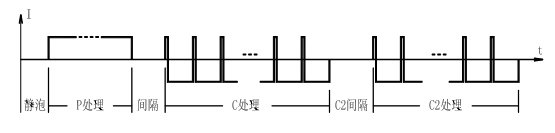
图1 均匀着色电源输出波形
均匀化着色电源的主要功能要求如下:
(1)输入电压及范围:三相、频率50Hz、380V±20%;
(2)额定输出电压:±30V~±80V;
(3)额定输出电流:1000A~4000A;
(4)最小输出电流:额定输出电流的10%;
(5)输出电流精度:±3%以下;
(6)输出电流纹波:7%以下(在额定电流的30%~100%内);
(7)入槽静泡时间:可在10~3000s内设定;
(8)P处理时间:可在0~3000s内设定;
(9)P处理与C处理间隔时间:可在10~3000s内设定;
(10)C处理时间:可在0~3000s内设定;
(11)C处理时脉冲周期:200ms(可根据要求在20ms~300ms范围内修改);
(12)C处理时正脉冲宽度:20ms(可根据要求在10ms~100ms范围内修改);
(13)能满足二次C处理的要求;
(14)能满足补色(即再进行C处理)的要求;
(15)有必要的保护措施。
3.着色电源系统组成及工作原理简介
为实现上述的输出波形及满足工艺要求,设计的均匀化着色电源原理如图2所示。均匀化着色电源主要由主回路和控制部分组成。
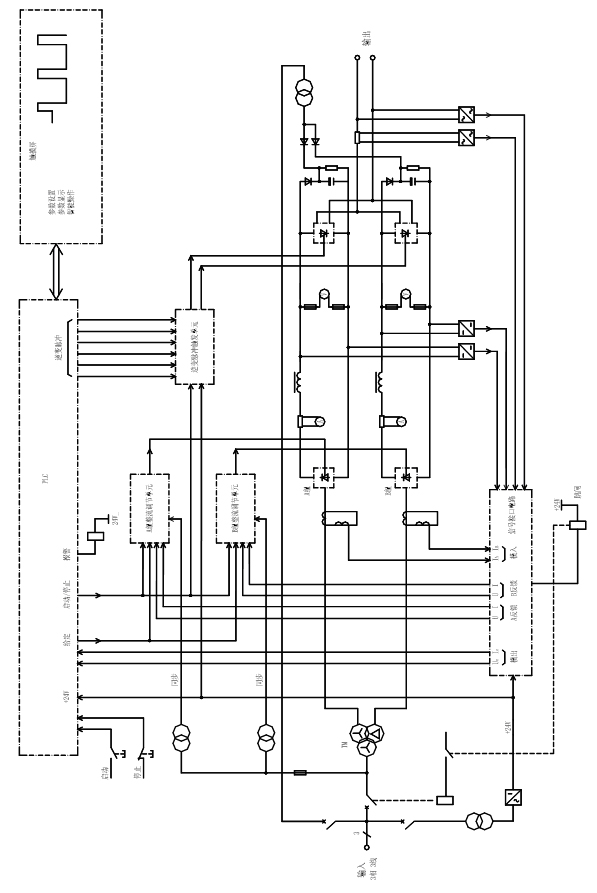
图2 均匀化着色电源原理图
3.1主回路
主回路包括进线断路器,整流变压器TM,三相全控整流桥A组、B组,电抗器,逆变部分等。整流变压器TM付边采用双绕组的形式,一组Y接法,连到一整流桥A组,另一组Δ接法,连到另一整流桥B组。整流桥各自整流后经电抗器滤波控制工程网版权所有,再逆变,然后并联输出。
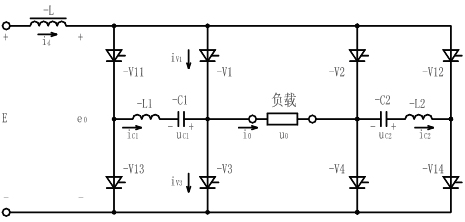
图3 逆变电路
图3是其中一组逆变部分的主电路图,如图所示,当主臂晶闸管V1、V4导通时,电流经电抗器L、主臂晶闸管V1,流向负载,然后从主臂晶闸管V4流回,此时负载承受的是正向电压、电流www.cechina.cn,当要使负载承受反向电压、电流时,首先应关掉主臂晶闸管V1、V4的控制脉冲CONTROL ENGINEERING China版权所有,然后控制辅助晶闸管V11、V14导通,使电容C1、C2放电再反向充电,强迫关断主臂晶闸管V1、V4,接着关掉辅助晶闸管V11、V14的控制脉冲,再控制主臂晶闸管V2、V3导通,这时电流经电抗器L、主臂晶闸管V2,流向负载,然后从主臂晶闸管V3流回,此时负载承受的就是反向电压、电流。要使负载从承受反向电压、电流转换到承受正向电压、电流www.cechina.cn,其原理一样,先关掉主臂晶闸管V2、V3的控制脉冲,然后控制辅助晶闸管V12、V13导通,使电容C1、C2放电再反向充电,强迫关断主臂晶闸管V2、V3,接着关掉辅助晶闸管V12、V13控制脉冲,再控制主臂晶闸管V1、V4导通,就完成了负载从承受反向电压、电流到承受正向电压、电流的转换。主臂晶闸管和辅助晶闸管的导通是通过PLC发出的逆变脉冲来控制的,由于负载承受正向电压、电流向反向电压、电流转换,或由反向转换到正向,都是在极短的时间内完成(一般只有几百个微秒),因此PLC的选型和编程设计将直接关系到整个逆变部分的正常工作和输出波形的准确性。
3.2控制部分
控制部分包括A组、B组整流调节单元,逆变脉冲触发单元,信号接口电路,可编程逻辑控制器PLC和触摸屏等。
A组、B组整流调节单元主要功能是按照PLC发出的给定信号来调节三相全
 2026具身智能机器人电子制造应用研讨会
2026具身智能机器人电子制造应用研讨会.jpg) 福禄克六大“法宝”帮您搞定过程仪表校准难题
福禄克六大“法宝”帮您搞定过程仪表校准难题 中控时间序列大模型TPT免费有奖体验
中控时间序列大模型TPT免费有奖体验 爱德克SE2L进阶版安全激光扫描仪有奖预约演示
爱德克SE2L进阶版安全激光扫描仪有奖预约演示 剑维软件电子半导体行业白皮书有奖下载
剑维软件电子半导体行业白皮书有奖下载
































