
 在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区


钢铁行业的竞争,就是成本的竞争,而炼钢厂普遍存在操作点分散,定员多的特点,势必带来吨钢成本的增加,如何在满足工艺要求的前提下,充分利用自动化控制及网络技术来减少劳动定员及劳动强度,是自动化工程技术人员的课题,随着信息技术和网络通讯技术的发展, 这一课题应刃而解。
在济钢三炼钢工程中,整个自动化控制系统采用了施耐德公司Quantum系列PLC,实现全过程自动化,网络系统采用了“透明工厂”的设计思想,实现了设备维护及生产操作人员的远距离访问和监视。“透明工厂”是建立在信息技术和通讯技术的基础上,这些技术包括OPC开放软件标准和WEB技术等,主要包含三方面的内容:基于TCP/IP的通讯、WEB模式的网络应用和面向对象的编程。其核心是Ethernet和TCP/IP。
二、工艺概况
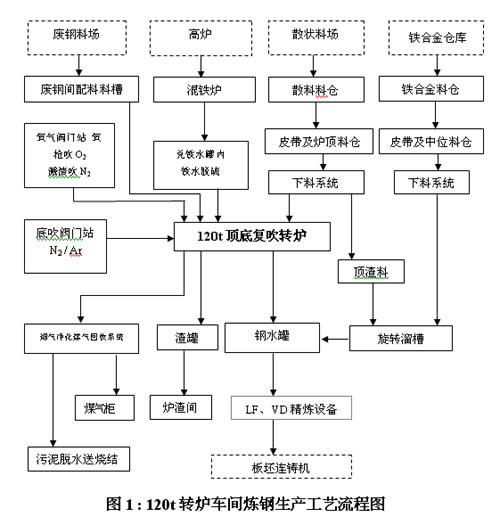
在济钢三炼钢120t转炉工程中控制工程网版权所有,主要建设一座900t混铁炉、一套铁水预处理装置、一座120t氧气顶底复吹转炉及配套水处理、除尘等公辅设施。炼钢生产的工艺路线:
高炉铁水罐→混铁炉→铁水预处理站→转炉→LF、VD精炼装置→连铸机。
生产工艺流程图如图1所示:
三、基础自动化控制系统
1、 控制系统
基础自动化控制系统是保证转炉正常生产的关键,其主要任务是:根据HMI的操作指令、L2级的操作数据和现场各检测器的信号完成各个工艺设备或者工艺过程的顺序控制和PID调节控制;进行工艺过程及设备状态的实时数据采集、整理,然后传送到L2级;完成各工艺过程及设备的故障报警处理及显示。
120t转炉工程是济钢“十五”发展重点项目,其基础自动化控制系统采用了先进、可靠的硬件控制及网络设备、高可靠的检测仪表、智能的设备管理及故障监测软件,电、仪基础自动化控制系统一体化,操作HMI具有方便、快捷和非常友好的人机界面,实现了网络数据通讯一体化,具有快捷、高速、大容量和开放的技术性能,达到了“国内一流、国际先进”水平。
2、系统网络结构
根据转炉车间工艺流程及工艺要求,整个网络系统采用环行工业以太网,自动化控制系统设计为两级网络系统,一级为基础自动化网络,采用符合TCP/IP协议的10/100M自适应环行工业以太网,连接原料系统、净环水系统、浊环水系统、铁水预处理系统、混铁炉系统、除尘系统、煤气回收系统、煤气储备系统、转炉本体系统,通讯介质采用光缆。
结合目前国际、国内自动化控制系统及网络系统的发展趋势,基础自动化控制系统采用电、仪合一的方式,均选用PLC控制系统。考虑系统的可靠性、安全性、兼容性,PLC系统选用施耐德公司Quantum系列PLC产品www.cechina.cn,包括水处理、除尘等整个系统配置了13套 Quantum PLC控制装置、12套HMI,采用冗余光纤环网。各控制系统配置自带WEB网页的以太网通讯模板140 NOE 711 10控制工程网版权所有,交换机选用TP-TX/TX系列499NES07100,集线器选用3TP/2FL系列499NEH00410
2.1 控制系统划分
根据工艺系统划分及其控制要求,基础自动化控制系统划分如下:
1) NO.1转炉倾动及氧枪控制系统;
2) NO.1转炉投料控制系统;
3) NO.1~3转炉铁合金上料控制系统;
4) NO.1~3转炉辅原料上料控制系统;
5) 转炉本体仪表控制系统;
6) 900t混铁炉控制系统;
7) 铁水预处理控制系统;
8) 转炉一次除尘控制系统;
9) 转炉二次除尘控制系统;
10) 转炉煤气储配控制系统;
11) 转炉水淬控制系统;
12) 转炉净环水处理控制系统;
13) 转炉浊环水处理控制系统;
以上各系统之间通过通讯网络实现数据交换控制工程网版权所有,操作监视工作通过电仪合一的HMI操作站完成,并设一台专门用于电气维修的监视终端(CRT)。
2.2 服务器配置:
设有2台服务器,分别为基础自动化(L1)数据库服务器、L1.5级服务器控制工程网版权所有,L1.5级服务器负责与L2级之间数据通讯与交换,下达L2级服务器指令。L1级数据库服务器主要负责PLC与上位端(服务器、客户机)之间的数据传输、数据存储、报警等功能。
2.3 客户端配置:
采用施耐德公司Monitor Pro V7 上位监控软件Server-Client 结构,客户端主要完成对现场设备的检测、监视、控制、调节、诊断,主要系统有辅原料及铁合金上料系统、辅原料及铁合金投料系统、倾动氧枪系统、副枪系统、转炉本体辅助系统、转炉本体仪表系统、汽化冷却及烟气净化系统、煤气回收系统、一二次除尘系统、净浊环水处理系统。通过Monitor Pro V7 上位监控软件Server-Client网络软件的特点,实现各上位监控机之间相互切换、互为备用,达到远程访问、监控、操作、调节、诊断的目的。
2.4 系统通讯:
施耐德公司Quantum系列PLC 具有
 中控时间序列大模型TPT免费有奖体验
中控时间序列大模型TPT免费有奖体验 爱德克SE2L进阶版安全激光扫描仪有奖预约演示
爱德克SE2L进阶版安全激光扫描仪有奖预约演示 剑维软件电子半导体行业白皮书有奖下载
剑维软件电子半导体行业白皮书有奖下载 魏德米勒麒麟系列产品赋能本土工业
魏德米勒麒麟系列产品赋能本土工业 Fluke 283 FC 智能万用表震撼来袭
Fluke 283 FC 智能万用表震撼来袭





























