
 在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区


基于新设计的一种自动化液体封装机使用户能在几分钟时间内从一种尺寸的容器改变到另一种尺寸的容器;而用机械系统,所需的时间则为几个小时,甚至几天。除了明显的生产率提高和成本降低的效益外,快速改变容器尺寸的能力使化妆品公司和提供液态形式等产品的供应商认为,以较小的生产规模经营是合算的,他们可不断满足客户的供货要求,同时还使库存量降低到最小。

图1:来自Fluid Packaging Solution公司的直列式伺服驱动系统,通过伺服/运动控制的12个轴,具有从一种尺寸容器迅速转换到另一种尺寸容器的能力。
直列式(相对于高速、回转)伺服驱动系统是由创办3年的Fluid Packaging Solution公司(Alpharettta,佐治亚洲)开发的,在系统集成和实施方面得到Baldor Electric公司 (www.baldor.com)和Control Corporation公司(www.ccacorp.com, Baldor公司的分销商)的协助。
Baldor(该公司生产电动机、控制器、发电机和其他工业自动化设备)指定系统部件,
该系统由伺服/运动控制的12个轴组成:4个轴在主灌装机上,两个泵车各由4个轴控制。按照特定的功能要求,12个独立控制器的每个或是用一个Baldor MintDrive Ⅱ,或是用一个Flex+DriveⅡ。这两种设备都将一个运动控制器与一个放大器相集成,但是,MintDrive单元可以在CANOpen网络上作为主设备或作为从设备运行,还可作往复插补运动。
由安装在主灌装机上的4个设备来控制生产线——带动瓶子移动的链板式输送机:
这4个设备是螺旋进料机(它定位输送机上的产品);水平X轴;一个往复式飞剪;以及垂直Y轴。
其余的8个轴安装在两个泵车上。Mitchell解释,采用两个泵车而不是一个,这是事实上消除停机的关键性措施,而分布式控制体系结构使这种配置易于实现。
一个装有液体产品的料罐放在每个泵车的顶部。一根装在料罐上的产品供应软管将泵车与储存产品的大桶相连接。“每个泵车有4个泵控制工程网版权所有,而且每个泵车上的第一个泵由一个MintDriveⅡ控制。”Mitchell解释。
驱动装置控制产品的分配并控制泵出口处的阀门,后者防止产品在不分配时的滴漏。驱动装置还控制供料泵和供料阀门,并维持料罐内的产品液面。
图2:使用两个泵车,一台用于生产,另一台排空并待命运行控制工程网版权所有,从而几乎使停机时间降为零。
系统的灌装头由4个喷嘴组成,因此,系统可在一次循环内灌装4个瓶子。X轴控制4个瓶子在输送机上的位置,它从不停止运转。Y轴控制驱动,将喷嘴送到瓶子内,接通泵,产品从瓶子底部开始灌注,直至Y轴升起为止等动作。X轴控制抓取下一批的4个瓶子,灌装工作这样不断地循环,直至生产过程结束。
灌装量、灌装速度控制工程网版权所有,以及瓶子位置和尺寸都作为“配方”,通过一个触摸屏输入。系统软件自动地计算必要的分布运动。
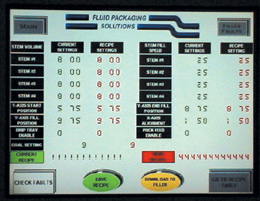
图3:系统软件通过一个触摸屏接口,自动地配置分布的运动。
当一个泵车正用于生产时,可将另一个泵车排空并待命,以便当前一个泵车结束运行时予以替代。“通常,机器需要在一个清洁室内进行排空,淋洗清洁CONTROL ENGINEERING China版权所有,拆卸,消毒,再重新装配,然后才允许再灌注产品,”Fluid Packaging Solution公司总裁Chris Durkin说。“我们是脱机进行这些工作的。采用伺服电动机技术而不采用机械凸轮和链条以及皮带,我们可以编制一个配方程序,将一个泵车移动到一间清洁室内,使泵车自动地进行自身的清洗和消毒,此后,它由吊车送到供料线的上方,装料,并等待运行。”
Mitchell补充说,“在清洁室内,在CANOpen网络上作为一个从设备运行的MintDrive,但当泵车在工作,而且HMI在清洁室内时,MintDrive成为泵车节点的主设备。”MintDriveⅡ既可作为主设备又可作为从设备运行这一事实,省去了在每个泵车上安装一个PLC(可编程序控制器)的需要,也省去了在主控室和清洁室各安装一个PLC的需要。
在软件控制下,泵车运行一定次数的循环,以清洁任何遗留下来的产品,然后在泵、软管和供料阀上使用一系列清洁剂。MintDrive还控制待命运行以准备投入生产的泵车。
目前使用的大多数液体灌装机都是机械式的CONTROL ENGINEERING China版权所有,只能依靠熟练工人来移动限值开关或作出其他必要的调整。
“这个行业中的发展趋向是使设备成本尽可能低,但是效率会随之而降低。”Fluid Package
 中控时间序列大模型TPT免费有奖体验
中控时间序列大模型TPT免费有奖体验 爱德克SE2L进阶版安全激光扫描仪有奖预约演示
爱德克SE2L进阶版安全激光扫描仪有奖预约演示 剑维软件电子半导体行业白皮书有奖下载
剑维软件电子半导体行业白皮书有奖下载 魏德米勒麒麟系列产品赋能本土工业
魏德米勒麒麟系列产品赋能本土工业 Fluke 283 FC 智能万用表震撼来袭
Fluke 283 FC 智能万用表震撼来袭
































