
 在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区


控制阀在将来应该能够对整个阀门、执行机构和定位器组件进行在线、在投用状态或在现场的诊断。这种诊断会告诉您阀门是否或什么时候会有问题、这个问题是什么、以及如何来解决这个问题。这项技术将是目前诊断技术的延伸。目前的诊断技术需要把控制阀组件与工艺过程隔离。数字式阀门控制器制造商正在快速地朝研发诊断软件的方向发展CONTROL ENGINEERING China版权所有,以减少工厂里的阀门维修,并提高阀门维修工作的效率。
一个典型的控制组件由一个阀体、一个执行机构和一个定位器组成。许多控制阀组件还包括附件,如电磁阀、增压器、快速释放和止回阀,它们都直接影响控制阀组件的稳定性和控制性能。
由于控制阀组件通常是最终的过程控制元件,所以它们是控制回路里最关键的元件之一。如果一台控制阀发生故障,那么整个回路就会被迫切断。如果它可以工作,但是性能很差,那么回路的性能会更糟。两种情况都会引起每小时几千美元的收入损失。
一个合理的目标就是尽可能长时间地让阀门组件
以前的阀门诊断与维修技术
早期的阀门维修观念是让阀门尽可能长时间地工作,一旦发生故障,就使工厂停车,对设备进行维修以恢复其原来的状态。这需要拆卸并拆开每一台阀门,维修或更换磨损或已损坏的零件。这种被动性的维修方式不使用诊断技术,会非常浪费时间,而且成本很高。
工厂的管理层最终认识到由于一个意想不到的故障引起的停车成本非常高昂。无计划的停车是最糟糕的事情控制工程网版权所有,原因是根本无法想出什么策略来处理紧急事件。因为必须要找到问题所在、确定问题起因、获得备品备件(尤其是无库存备件)、并找到熟练的维修人员,所以无计划的停车通常会比有计划的停车时间更长。
大约15年前,我们取得了重要进展,推出了FlowScanner阀门诊断仪,一种旅行箱大小的仪表,用来对安装在现场的阀门组件进行测试(见图1)。这使得一名熟练的阀门分析员能够确定阀门是否可以留在管线里,或者阀门是否需要从管线上拆下、解体并维修。尽管这台仪表需要阀门组件与工艺过程隔离,但是它仍然能够减少进行有计划的维修所需要的资源。
现在的诊断技术
如今,许多工厂都有一个2~3年的维修周期。与维修每一台控制阀组件相反,只维修那些有维修记录的阀门、以及一定百分比的剩余阀门。这些剩余的阀门每隔3~5年就会逐渐进入维修周期,这就是阀门行业里所说的预防性维修。
1999年, ARC咨询机构发表了一项研究成果,得出结论:多达60%的有计划的控制阀的预防性维修是不必要的,问题是没有人能肯定地知道剩余的哪一台阀门需要维修。唯一可以做的事情就是进行在线诊断或把它们解体进行检修。
随着数字式阀门定位器的推出www.cechina.cn,诊断技术已经从“行李箱”移植到了阀门定位器里。这就意味着数字式定位器(见图2)正在成为基于诊断技术的维修体系的中心。由于数字式定位器的功能强大,阀门厂商已经把它们重新命名为数字式阀门控制器(DVC)。用户可以对它们进行组态、校验和快速整定。工厂里的任何一台阀门组件都可以进行由控制室或维修车间直接启动的诊断。不幸的是控制工程网版权所有,大部分的DVC在测试期间仍然要求阀门组件与工艺过程隔离。
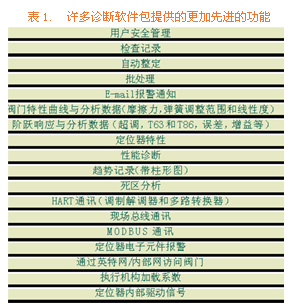
DVC诊断需要专用的软件。阀门定位器制造商们在DVC和软件包里提供了很多功能,但是大部分只能提供有关DVC本身的基本参数-而不是整个阀门组件的信息。其他一些厂商提供真正的诊断功能,可以测试、存储并记录趋势、阀门特性曲线、阀门性能、以及其他变量,用以判断阀门组件的状态。为确保总的软硬件包满足要求,用户在购买新的DVC的时候必须评估DVC及其配套软件。表1列出许多诊断软件提供的更加先进的功能。
这些提供真正的阀门诊断信息的功能里的大部分仍然要求控制阀在测试期间与过程隔离。只有一种测试能够当阀门在运行时提供阀门的状态信息。
性能诊断测试
这种测试在阀门在线、在投用状态或在现场时确定阀门组件的摩擦力和死区。它不干扰工艺过程、或不通过输入一个信号就可以采集信息。这种测试也对摩擦力和死区作出随时间而变化的趋势记录,而且如果摩擦力一旦超出预先设定的极限,还可以向操作员报警。站在现场阀门旁边的观察员不会察觉测试和监测正在进行。
过程工厂现在能够确定哪台阀门组件需要维修,这使得它们能够:
■ 把大修期间的停车时间减至最少。在大修进行之前就知道要做什么,是减少停车时间的一个重要部分。
■ 把大修与大修之间的时间尽可能延长。这直接影响过程的运行时间和赢利能力。
■
 中控时间序列大模型TPT免费有奖体验
中控时间序列大模型TPT免费有奖体验 爱德克SE2L进阶版安全激光扫描仪有奖预约演示
爱德克SE2L进阶版安全激光扫描仪有奖预约演示 剑维软件电子半导体行业白皮书有奖下载
剑维软件电子半导体行业白皮书有奖下载 魏德米勒麒麟系列产品赋能本土工业
魏德米勒麒麟系列产品赋能本土工业 Fluke 283 FC 智能万用表震撼来袭
Fluke 283 FC 智能万用表震撼来袭





























